Металлические стеллажные конструкции отличаются быстротой и удобством монтажа и демонтажа, своей прочностью и долговечностью, а также низкой стоимостью. За счет своих достоинств, стеллажи обрели большую популярность в современном мире, позволив оптимизировать складские площади. Вместе с тем, подверженность конструкций коррозии вызывает необходимость их защиты от агрессивных воздействий внешней среды и продления сроков службы оборудования.

На сегодняшний день можно встретить несколько разновидностей защитных покрытий для стеллажных конструкций:
- Горячее цинкование погружением
- Покраска методом катафореза
- Покраска порошковой краской
Начнем с первого из них – горячего цинкования погружением.
Горячее цинкование металла является одним из самых распространенных методов оцинкования. Покрытие цинком – это тонкопленочное цинковое покрытие, исключительно эффективно защищающее черные металлы от ржавчины. Оно сочетает достоинства горячего цинкования и лакокрасочных покрытий, исключает ряд их недостатков и имеет уникальные преимущества. Покрытие цинком обеспечивает одновременно и активную (катодную) аналогичную горячей оцинковке и пассивную (барьерную/ пленочную), как у красок, защиту от ржавления. Основным принципом защиты черных металлов покрытием Zn является принцип катодной (активной) защиты посредством жертвенных электронов. Принцип заключается в том, что один металл (цинк) расходуется для защиты другого металла (железа). Основным доводом в пользу применения цинка в качестве защитного покрытия для стали является тот факт, что цинк подвергается коррозии гораздо медленнее, чем железо в большинстве окружающих сред.
Далее обратимся к катафорезу.
В процессе окраски элементов стеллажа в производстве первыми операциями обработки являются очистка и обезжиривание деталей. Элемент опускается в очистную ванну, и затем на него распыляют обезжиривающие растворы. После ополаскивания и сушки элементов все следы жира и масел с детали удалены. Следующей операцией в процессе является фосфатирование. При фосфатировании элемент погружают в ванну с раствором различных солей фосфора. В результате образуется кристаллический слой металлофосфата на деталях. Это обеспечивает оптимальную грунтовку и коррозионную защиту.
После фосфатирования производят катафорезное грунтование, в результате которого образуется защитный противоокислительный слой.
Катафорез (перенос положительно заряженных частиц в жидкости) представляет собой электрический процесс, который также называется и электрофорезом (перемещение электрически заряженных частиц посредством электрического тока). Элемент стеллажа полностью погружают в ванну с раствором электролита краски. Деталь подключена к минусу источника постоянного тока. Плюс образуют ряд анодов, которые расположены по стенкам ванны. В электрическом поле положительно заряженные частицы краски под действием силового поля осаждаются на отрицательно заряженном элементе.
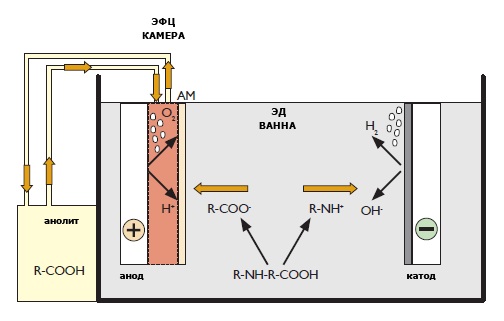
При катафорезном грунтовании на элементах стеллажа образуется спой краски толщиной до 20 мкм. При последующем ополаскивании удаляются не приставшие остатки краски. Последнее ополаскивание производится полностью обессоленной водой. Элемент, на котором не осталось капель воды, поступает в сушильную камеру. Там слой грунта отвердевает при температуре 180°С.
Преимущества данного метода окраски:
- все внешние, внутренние поверхности и скрытые полости покрываются слоем краски;
- толщина слоя равномерна.
Наконец заключительная разновидность защиты стеллажных конструкция является покраска порошковой краской.
Порошковая краска являет собой твердый продукт с полимерным составом, не содержащий растворителя. Материал является экологически чистым. Порошковая окраска дает возможность получить качественное декоративно-защитное покрытие.
Краска поставляется в готовом виде, в результате чего в технологическом процессе отсутствуют такие операции как контроль вязкости и ее доводка. Благодаря разработанной безотходной технологии неиспользованную краску можно возвращать в технологический процесс и использовать повторно. Коэффициент его использования составляет порядка 95-98%.
Технология производственного цикла:
- Подготовка поверхности под окраску, очистка изделия.
- Нанесение состава. Порошок может наноситься на изделие разными методами: методом газопламенного распыления; методом электростатического распыления, методом погружения в псевдосжиженный слой порошковой краски.
- Оплавление состава в камере для полимеризации при температуре 160-200°С.
- Формирование сплошного равномерного покрытия.
После окраски чистку распылительного оборудования проводить значительно легче, чем удалять пятна жидкой краски.
В результате полимеризации изделие покрывается слом эластичной пластмассы с высокими адгезивными, антикоррозийными, электроизоляционными свойствами, высокой ударопрочностью, стойкостью к растворам кислот, щелочей и органических растворителей. Покрытие может эксплуатироваться при температуре от -60 до +150 °С. Толщина покрытия от 30 мкм до 250 мкм.
К преимуществам порошковой окраски можно отнести:
- Экономичность. Низкая себестоимость окрашивания. Уменьшение количества технологических операций, быстрота полимеризации.
- Безотходность.
- Эстетичность, широкая цветовая гамма (свыше 5 тысяч цветов, оттенков и фактур).
Как цинкование можно сравнить с другими методами защиты |
Горячее цинкование погружением | Покраска методом катафореза | Покраска порошковой краской |
Вплавляется в сталь | Вплавляется в сталь | Отдельное покрытие |
Очень длительный срок службы | Очень длительный срок службы | Разная долговечность |
Защищает электрохимически | Защищает электрохимически | Нет электрохимической защиты |
Отличная устойчивость к разрушению | Отличная устойчивость к разрушению | Относительно низкая устойчивость к разрушению |
Отличное сопротивление к абразивному износу | Отличное сопротивление к абразивному износу | Относительно низкое сопротивление к абразивному износу |
Легко контролируется | Иногда сложно контролировать | Контролировать достаточно легко |
Обычные типы защитных покрытий — такие как покраска защищают сталь и создают барьер между опасной окружающей средой и материалом, подлежащим защите. В случае же повреждений защитного слоя коррозия будет развиваться и под слоем защитных покрытий. Покрытие, полученное методом горячего оцинкования (Zn 140), способно обеспечивать защиту электрохимическую, а не только барьерную. За счет образования гальванической пары цинк способен защищать основной металл от коррозийного воздействия в местах царапин и каких-либо отверстий.
При горячем цинковании цвет элементов - белый, с возможным переходом в матово темно-серый. Если поверхность имеет желто-белый цвет, то это является признаком коррозии и сигналом о необходимости ремонта покрытия.
Стальной цвет стоек обеспечивает ощутимую отражательную способность для света, в сравнении с покрашенными порошковой краской стойками. Это влияет на общий фон освещенности помещения, особенно в условиях высотных складов.
Что касается коррозии стойки в местах перфорации при прокате, куда осаживаются балки, так эта проблема есть у всех производителей стеллажного оборудования. Любое покрытие истирается в местах контакта балок и стоек от нагрузки, причем, чем меньше площадь незащищенной поверхности оцинкованных стоек, тем дольше покрытие не подвергается коррозии и износу.
